欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
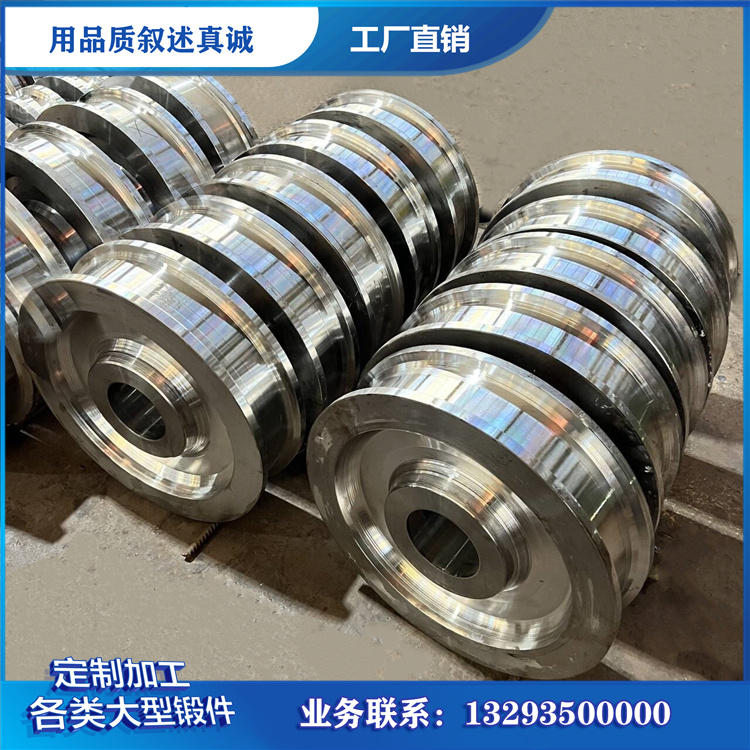
新闻资讯重型车载轮缘锻件的生产是一个系统化、标准化的过程,涵盖原料预处理、锻造成型、热处理、精加工与质量检测等多个环节,每一道工序的管控质量都直接影响***终产品的性能与可靠性。重型车载轮缘锻件长期处于重载、高频摩擦、冲击的工况下,任何微小的质量缺陷都可能引发安全隐患,因此全流程质量管控至关重要。
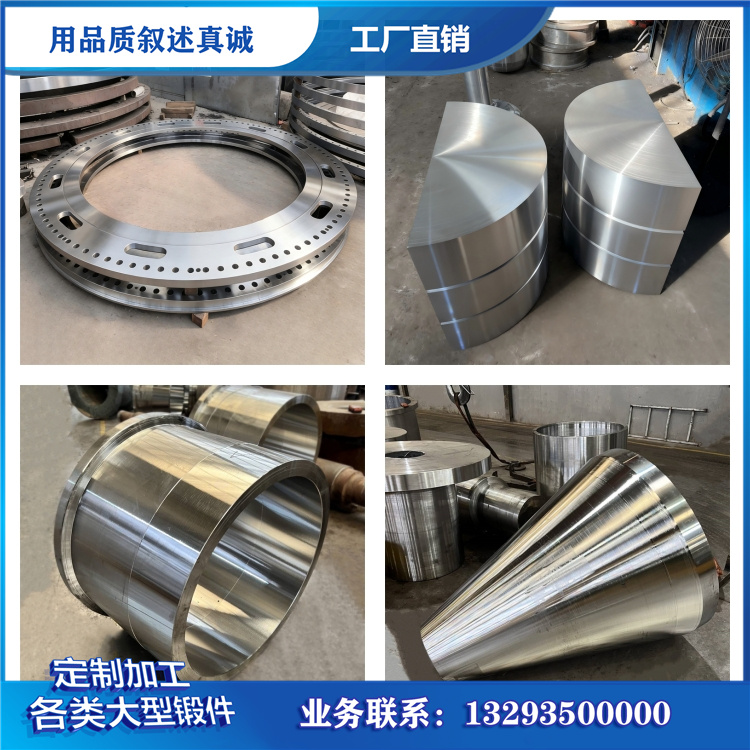
原料预处理是生产的起点,也是质量管控的***道防线。进厂的合金结构钢坯料需***行锯切下料,按照设计尺寸切割,控制端面垂直度与尺寸公差,避免下料偏差影响后续成型。随后对坯料进行表面处理,去除氧化皮、油污等杂质,防止锻造过程中产生折叠、麻点等缺陷。山西中重重工作为专业锻件生产企业,建立了完善的原料管控体系,每一批坯料都需进行化学成分复检与内部缺陷检测,只有符合标准的坯料才能进入下一工序。
锻造成型阶段是轮缘锻件成型的核心,分为加热、制坯、终锻三个关键步骤。加热采用双室智能加热炉,根据材质不同设定对应的加热温度与保温时间,全程采用红外测温,确保坯料内外温度均匀,杜绝过烧或加热不足的情况。制坯时通过液压机对加热后的坯料进行镦粗,压缩比不低于2,消除中心疏松,再进行拔长,破碎铸态组织、细化晶粒;终锻阶段采用专用模具,通过多道次锻打,使轮缘轮廓、尺寸达到设计要求,重点控制轮缘与轮辐过渡处的圆角,避免应力集中。
热处理是提升轮缘锻件性能的关键工序,不同材质的轮缘锻件需匹配对应的热处理工艺。42CrMo材质轮缘多采用正火+调质+表面淬火工艺,正火细化晶粒,调质处理实现强韧性平衡,表面淬火形成硬化层,提升耐磨性;65Mn材质轮缘则采用淬火+中温回火工艺,兼顾硬度与韧性。山西中重重工根据不同材质特性,建立专属热处理工艺库,严格控制加热温度、保温时间与冷却速度,确保锻件组织稳定,消除内应力。
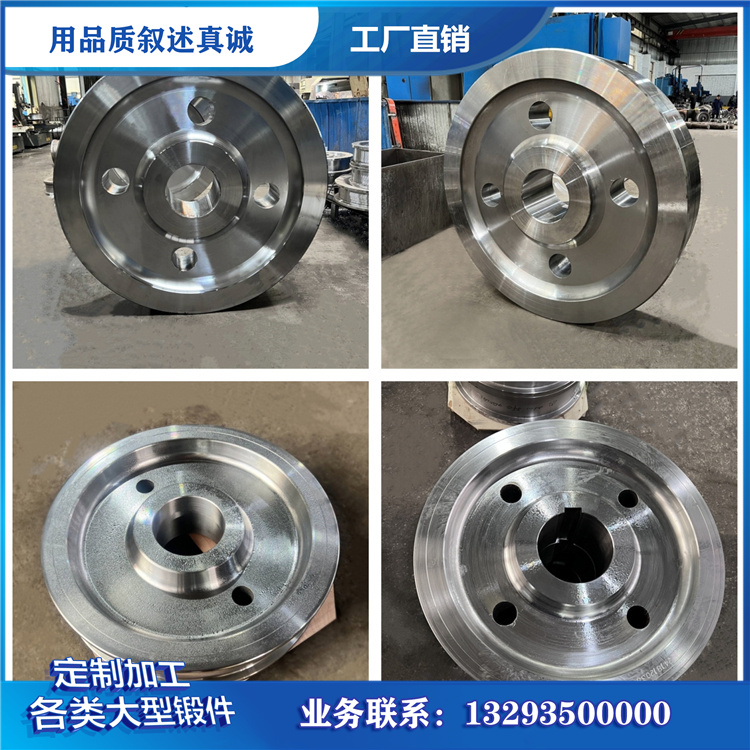
精加工与质量检测贯穿生产全程。精加工环节利用数控立车、磨床等设备,对热处理后的轮缘锻件进行车削、磨削加工,确保表面粗糙度与形位公差符合设计要求。质量检测包括无损检测、力学性能测试、尺寸检测等,无损检测采用超声波探伤、磁粉探伤等方式,排查内部与表面缺陷;力学性能测试通过拉伸、冲击、硬度试验,验证锻件的强度与韧性;尺寸检测则确保轮缘的外径、内径、厚度等参数达标。所有检测数据均记录存档,实现产品质量可追溯,保障每一件轮缘锻件都符合使用要求。