欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
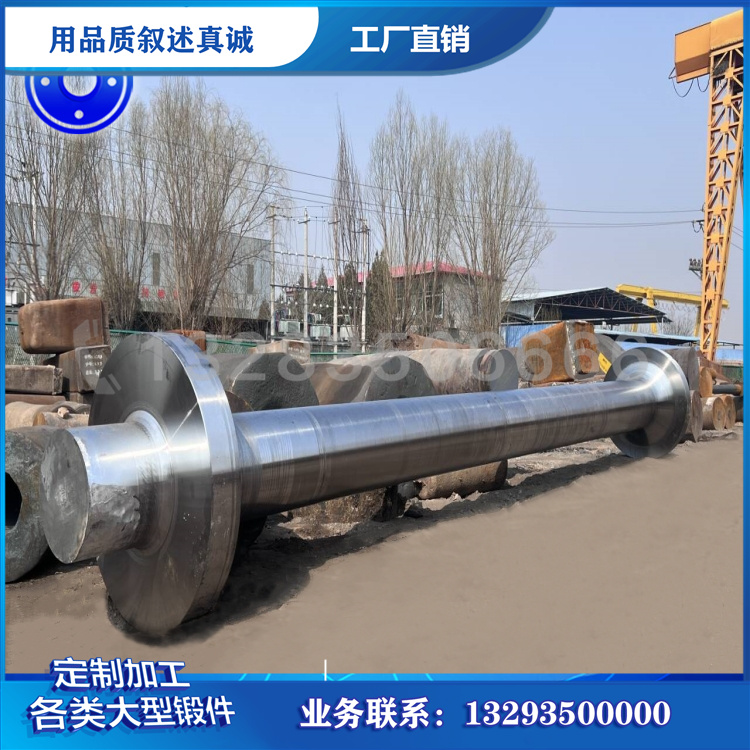
新闻资讯压辊轴锻件的成型质量与力学性能,核心取决于锻造工艺的规范执行,其锻造流程需围绕坯料准备、加热、成型、冷却等关键环节展开。由于压辊轴锻件需承受重载与交变应力,对内部组织致密度与尺寸精度要求较高,不同材质的压辊轴锻件,锻造工艺参数存在差异,需通过科学管控避免出现裂纹、轴颈变形、表面缺陷等问题。山西中重重工结合各类材质特性,制定了成熟的压辊轴锻件锻造流程,确保锻件成型质量符合设计要求。
坯料预处理是压辊轴锻件锻造的基础环节,直接影响后续锻造质量。山西中重重工在生产过程中,对坯料进行严格的入厂检测,先通过外观检查剔除表面裂纹、氧化皮、夹杂等表面缺陷,再采用光谱分析、超声波探伤等方式,排查坯料内部缩孔、疏松等问题,确保坯料无原始缺陷。对于高合金钢坯料,还会进行扩散退火处理,消除枝晶偏析,同时控制坯料高径比,避免镦粗过程中出现失稳。
加热环节是锻造的关键步骤,需根据材质特性控制加热温度与升温速率。中碳合金钢始锻温度控制在1100-1150℃,终锻温度不低于850℃,避免出现晶粒粗大或裂纹;不锈钢始锻温度控制在1100-1180℃,终锻温度不低于900℃,防止出现组织脆化;高温合金钢热加工窗口较窄,需严格控制加热温度与保温时间。山西中重重工采用专业的台车式加热炉,配备智能温控系统,炉温波动控制在合理范围内,确保坯料内外温度均匀,提升金属塑性,降低锻造变形阻力。
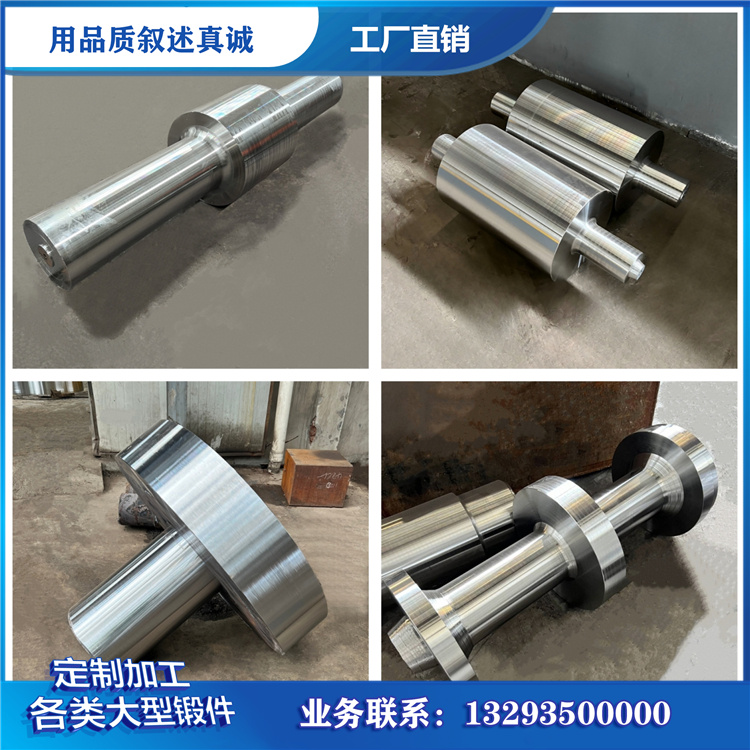
锻造成型工序主要包括镦粗、拔长、精整等步骤。镦粗工序将坯料高度压缩,破碎内部枝晶,消除疏松缺陷,提升金属致密度,单道次变形量控制在合理范围,避免坯料失稳;拔长工序通过渐进式拉伸,将坯料加工至压辊轴的基本尺寸,重点控制轴颈部位的精度,确保轴颈与轴身过渡平滑,避免应力集中;精整工序对锻件进行外形修正,去除表面氧化皮与毛刺,确保压辊轴锻件的直线度、圆度等指标符合设计要求。
锻造完成后,压辊轴锻件需进行缓慢冷却,避免快速冷却导致内应力聚集产生裂纹。山西中重重工根据材质与锻件尺寸,制定针对性的冷却方案,中碳合金钢采用坑冷或炉冷,冷却过程中控制降温速率,600℃以下缓冷速率不超过30℃/h,不锈钢根据类型分别采用水冷或风冷。同时,在锻造过程中实时监测温度、变形量等参数,及时调整工艺,为后续热处理与精加工奠定良好基础。