欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
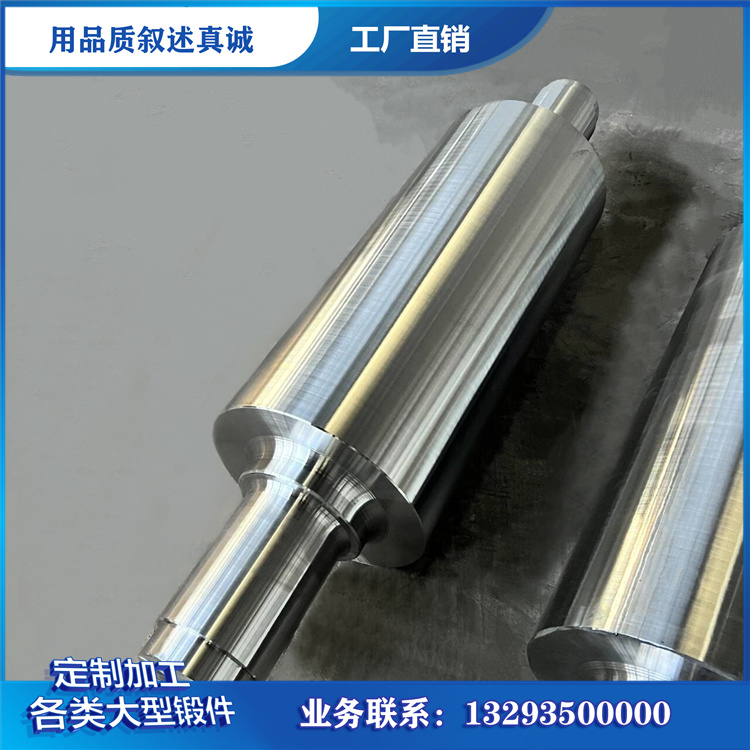
新闻资讯F51 轴类锻件大多应用于工业设备动力传动关键位置,轴件自身品质优劣,直接关联整套设备运行平稳性与使用安全,从原材料进厂核验,到锻造成型加工、热处理调质,再到后期精细加工与成品***核验,搭建完整系统化的质量管控体系,细致把控每一道生产工序细节,能够持续保障 F51 轴类锻件整体品质符合行业使用标准。山西中重重工始终推行全流程标准化管控模式,全方位稳定 F51 轴类锻件生产品质。
原材料进厂检验是品质管控的首要关口。所有用于生产 F51 轴类锻件的不锈钢钢坯,均配备齐全正规材质证明文件,物料进厂之后***时间开展抽样成分检测,核对铬、镍、钼、氮等核心合金元素含量符合材质标准,严格把控碳、硫、磷等无益杂质元素含量范围。同时***排查钢坯整体外观,剔除表面存在裂纹、重皮、氧化锈蚀严重的不合格原料,借助基础探伤手段筛查坯料内部原生缩孔、非金属夹杂等先天缺陷,从源头阻断劣质原料进入生产流程。
科学下料能够为后续轴体锻件锻造成型提供便利条件。结合成品轴件整体长度、外径规格、锻造加工损耗量以及后期机械加工预留余量,***规划钢坯下料尺寸,保证下料端面平整规整,无毛刺、斜口等不规则形态。形态统一规整的坯料,能够有效降低轴向拔长锻造难度,减少成型之后轴体尺寸偏差,提升原材料整体利用率,减少后期外形校正与修整工作量。
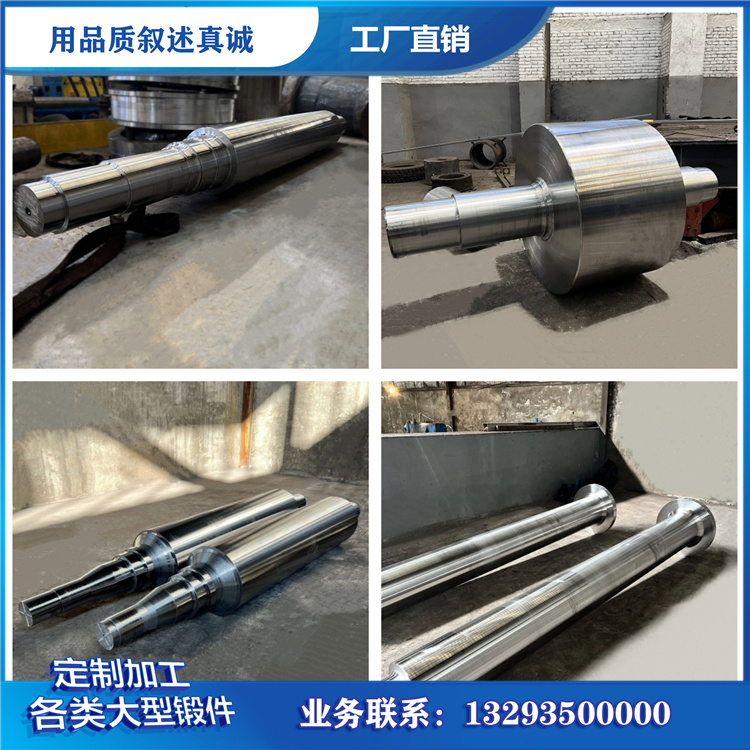
锻造生产环节实行统一标准化作业管理,所有作业人员严格依照既定工艺规程开展生产工作,统一固定加热温度、保温时长、始锻与终锻温度等核心工艺参数,保障同批次 F51 轴类锻件生产工艺保持一致。生产现场配备专职质检人员开展工序巡检,实时观察轴体锻造成型状态,及时处理锻造过程中出现的外形偏移、表层瑕疵等各类问题,认真记录每一批次锻件生产工艺数据,实现生产流程全程可追溯,缩小不同批次轴类锻件之间的品质差异。
热处理与精细加工阶段持续落实品质管控要求。严格按照 F51 双相不锈钢专属热处理工艺执行作业,合理排布炉内轴件摆放位置,保证同炉锻件受热均匀一致,避免因炉内温度不均造成轴体各处组织性能出现明显差距。在机械加工过程中,合理设定切削加工参数,控制加工力度与加工深度,避免过度切削破坏轴体表层致密组织与轴向金属流线,精细打磨轴颈、装配定位面等关键位置,保证外形尺寸与装配使用要求相互契合。
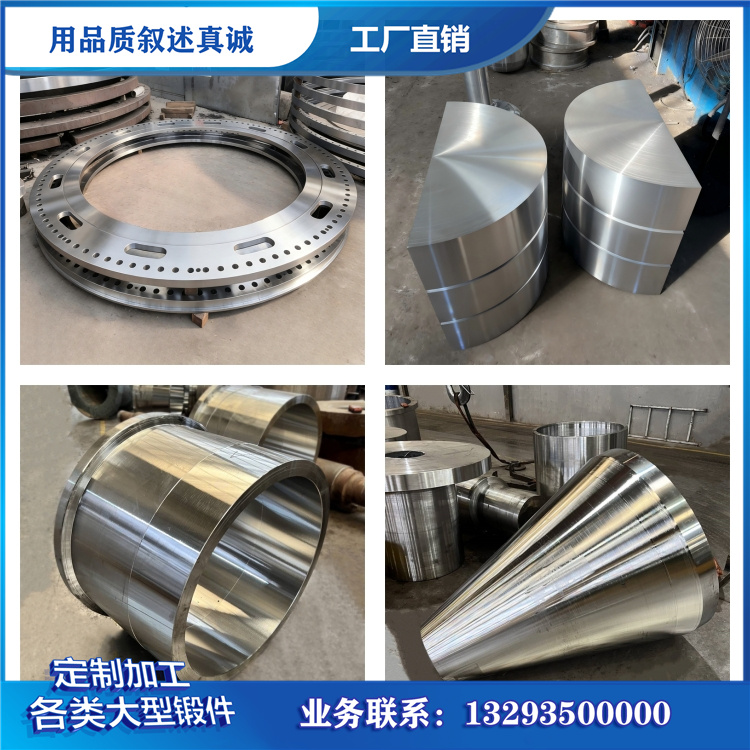
成品出厂之前开展全方位综合检测核验工作。工作人员逐一核查轴体整体外形尺寸、直线度、同轴度等基础参数,多点位抽检轴体表面与芯部硬度数值,观测内部金相组织分布情况,确认双向金相组织比例处于合理区间。同时运用超声波、磁粉等无损检测方式,***排查轴体内部深层缺陷与表层细微裂纹,所有检测项目全部达标后方可完成入库出厂流程。
依托严谨完备的全流程闭环质量管控体系,生产产出的 F51 轴类锻件内部组织致密均匀,轴向金属流线排布规整,整体尺寸规范标准,耐蚀性能与传动力学性能表现稳定,可在海洋工况、化工防腐工况、油气能源工况等多种复杂环境中长期稳定运行,为各类防腐动力传动设备提供优质耐用的轴类锻件配套保障。