欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
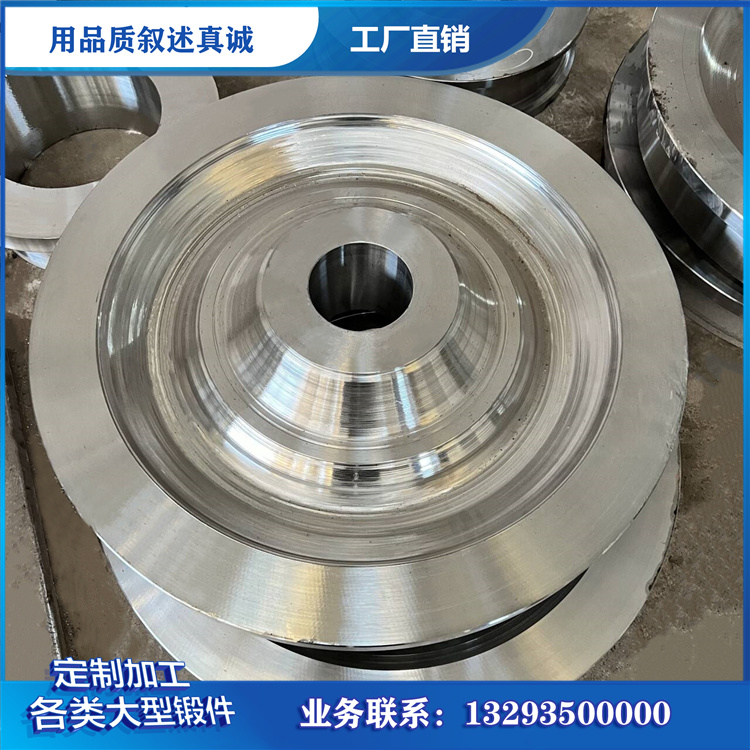
新闻资讯电动转盘车轮锻件的生产是一项系统工程,从原材料到成品需历经多道严谨工序,每一个环节的把控都直接影响锻件的***终品质。山西中重重工凭借多年锻造经验,构建了从原料采购到成品出厂的全流程质量管控体系,确保每一件电动转盘车轮锻件都符合行业标准与客户需求。
原材料准备是生产的***步。电动转盘车轮锻件对材质要求较高,山西中重重工优先选用 42CrMo、35CrMo、45 钢等优质合金钢,所有钢材均来自正规钢厂,附带材质证明。进厂后,原料需经过光谱分析仪检测成分,确保硫、磷等有害元素含量达标;同时进行力学性能测试与超声波探伤,剔除内部存在缺陷的坯料,从源头保证原料质量。
下料环节需根据锻件图纸尺寸,***切割钢坯。采用锯床切割,确保坯料端面平整、无歪斜,预留合理的锻造与加工余量,避免后续因余量不足导致成型失败,或余量过大造成材料浪费。下料完成后,对坯料进行标识,区分材质、规格,便于后续工序追溯。
加热是锻造前的关键准备工序。将坯料放入加热炉,采用分段加热工艺,低温缓升、中温匀质、高温透烧,确保坯料内外温度均匀。严格控制始锻温度在 1100-1200℃,终锻温度不低于 820℃,实时通过红外线测温仪监测温度,严禁低温强行锻打,防止坯料出现裂纹、晶粒粗大等问题。
锻造成型是核心工序。山西中重重工采用闭式模锻工艺,将加热后的坯料放入专用模具,通过大型锻压机施加压力,使坯料在模腔内塑性变形,逐步形成车轮锻件的雏形。锻造过程中,通过多道次镦粗、冲孔、扩孔、轮辋滚圆、轮辐压制等工序,确保金属流线沿轮体受力方向连续分布,全截面锻透,提升组织致密性。同时,严格控制锻造压力与速度,避免坯料出现折叠、裂纹等缺陷。

锻造完成后,锻件需进行冷却与初步处理。采用空冷或随炉冷却的方式,避免锻件因冷却过快产生内应力。随后进行切边、冲孔等工序,去除飞边与多余材料,初步修整锻件外形,为后续热处理与精加工做准备。
热处理是提升锻件力学性能的关键步骤。根据电动转盘车轮锻件的使用需求,山西中重重工制定专属热处理方案。对于 42CrMo 等材质,采用调质处理(淬火 + 高温回火),提升锻件整体强度、韧性与抗疲劳性;对轮辋踏面进行表面淬火,增强耐磨性,淬硬层深度控制在合理范围,确保硬度均匀。热处理过程中,实时监控炉温与保温时间,保证热处理效果稳定。
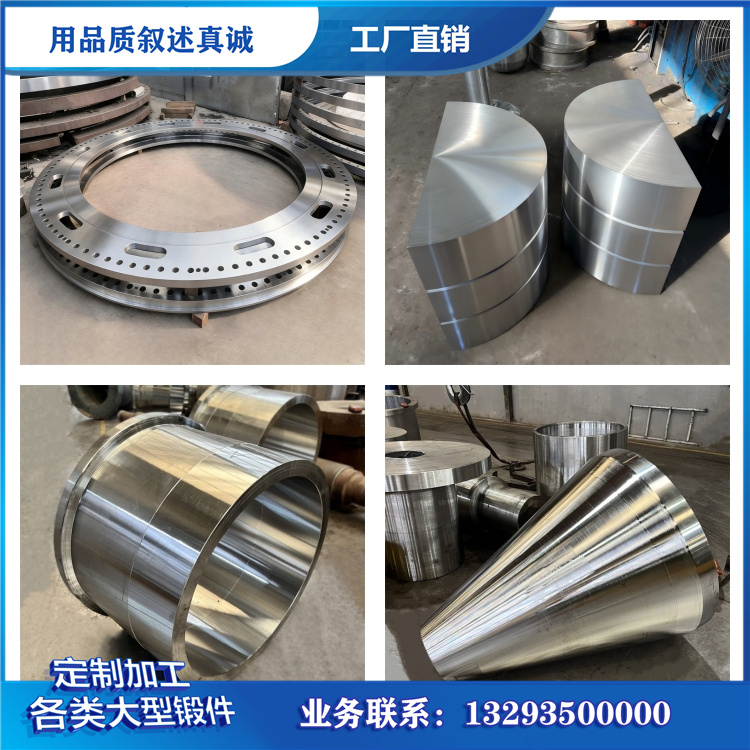
精加工环节则是确保锻件尺寸精度与表面质量的***后一道关卡。山西中重重工采用数控加工设备,对锻件进行车削、磨削、钻孔等加工,严格控制轮径公差、轮宽公差、踏面平面度、轮毂同轴度等形位公差,表面粗糙度达到设计要求。加工完成后,对锻件进行去毛刺、清洗处理,确保表面整洁。
***后是质量检测与出厂。每一件电动转盘车轮锻件都需经过严格检测,包括尺寸检测、硬度检测、超声波探伤、磁粉探伤等,确保无内部缺陷、尺寸达标、性能合格。检测合格后,出具质保书与探伤报告,方可包装出厂。山西中重重工通过全流程的精细化管控,让每一件电动转盘车轮锻件都具备稳定可靠的品质,满足工业设备的严苛使用需求。