欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
新闻资讯钢套筒锻造件的结构设计围绕防护、定位、密封与连接三大核心功能展开,主要由筒身、端面、倒角、定位槽等结构组成,各部位结构参数需根据配套装备的规格、使用工况、载荷等级优化设计,兼顾结构合理性、锻造工艺可行性与装配适配性,确保与轴类、杆类部件及装备主体的高效适配,同时适应不同行业的工况环境。山西中重重工结合多年钢套筒锻件生产经验,依据各类工况需求优化结构设计,实现产品与应用场景的高效匹配,提升锻件的使用稳定性与使用寿命。
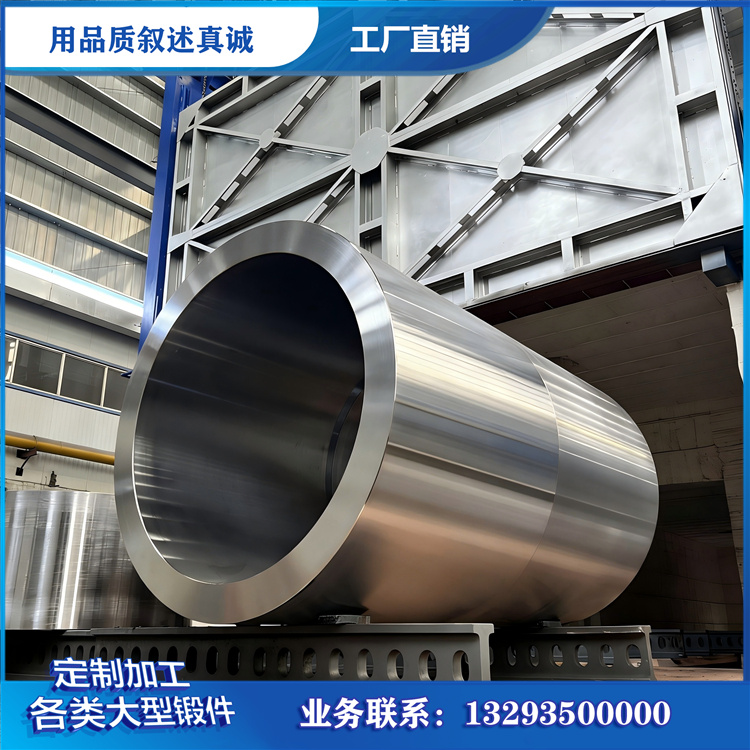
筒身是钢套筒锻造件的核心结构,承担载荷承载、磨损防护与同心定位任务,其内径、外径、壁厚与长度根据配套轴锻件规格及载荷需求确定。中轻载常规钢套筒,内径通常在50-200mm之间,壁厚5-20mm,长度与内径比例控制在2-6:1,确保结构刚度,避免受力时产生变形;重载钢套筒,内径可达300mm以上,壁厚20-50mm,优化壁厚分布,强化承载能力,适配重载工况。筒身内壁需经过精细磨削加工,减少表面粗糙度,降低与轴件的摩擦损耗,同时控制筒身圆度与圆柱度,偏差≤0.03mm/m,避免装配后出现偏心、卡滞等问题。筒身经调质处理后,可有效提升抗拉伸、抗挤压强度,抵御长期载荷作用,适配不同工况需求。
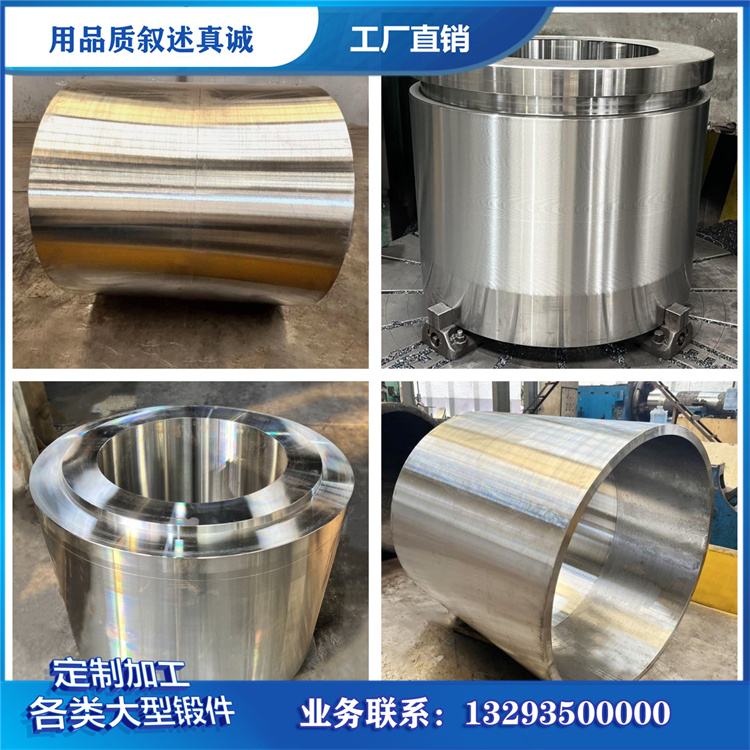
端面与倒角是钢套筒的重要辅助结构,端面需平整光滑,平面度偏差≤0.02mm/m,确保与装备主体或其他部件的贴合紧密,避免间隙过大导致的定位偏差。倒角设计在筒身两端,倒角角度通常为30°-45°,圆角半径根据壁厚确定,避免应力集中,防止装配时划伤轴件或自身产生裂纹,同时便于装配,提升装配效率。山西中重重工在端面与倒角加工过程中,严格把控尺寸精度与表面质量,确保结构合理性与装配适配性,减少使用过程中的故障隐患。
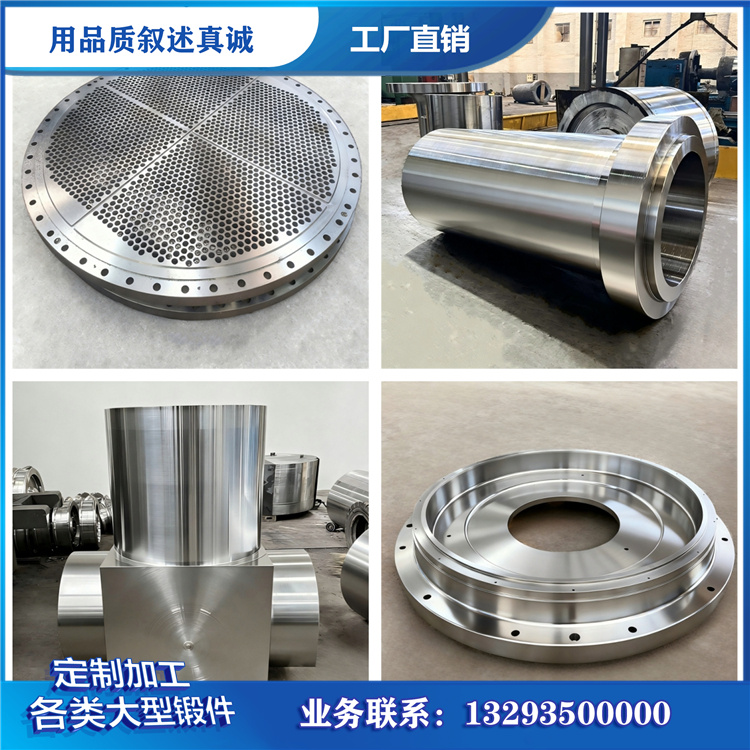
定位槽、通孔等辅助结构,根据装配需求设计,定位槽尺寸与定位销、卡簧等部件严格匹配,确保定位准确,避免钢套筒在使用过程中发生轴向位移;通孔用于固定或连接,孔径与螺栓规格匹配,确保连接紧密,适配装备的装配要求。对于腐蚀、高温工况下的钢套筒,需优化结构设计,增加密封槽,配合密封件使用,防止介质侵入或热量传导,同时对表面进行防锈、耐高温处理,提升适配性。
钢套筒锻造件的工况适配性体现在结构与性能的协同匹配。常规中轻载工况,选用45#钢材质、常规筒身结构的钢套筒,经调质处理,平衡成本与性能,满足基础防护与定位需求;重载、高摩擦工况,选用35CrMo、42CrMo材质,优化筒身壁厚与结构,强化强度与耐磨性,适配冶金、矿山等重载装备;腐蚀工况,选用双相不锈钢材质,优化密封结构,提升耐腐蚀性,适配化工、船舶等行业的复杂环境。山西中重重工可根据客户装备参数,定制化设计钢套筒锻件结构,实现材料、结构、性能的***优适配,满足不同行业的使用需求。