欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
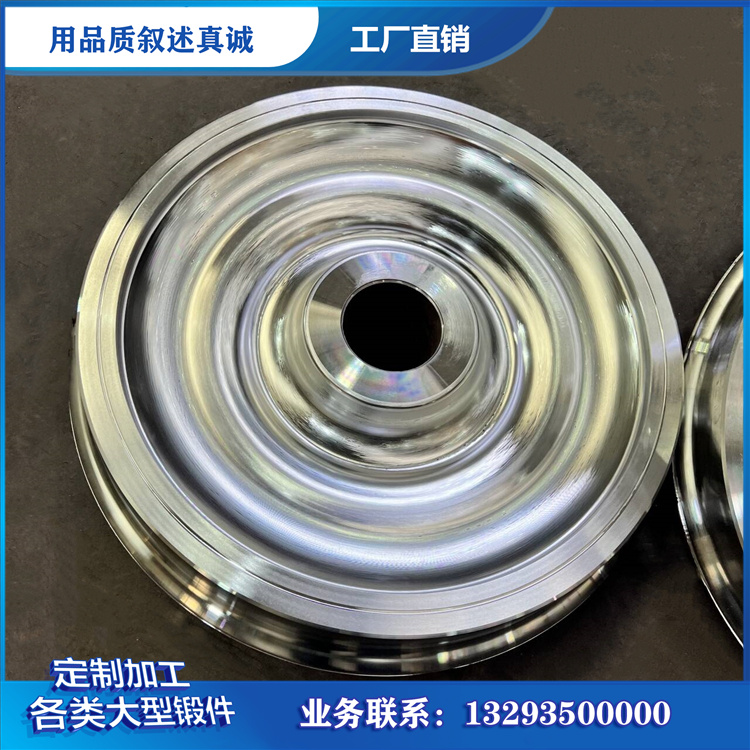
新闻资讯冶金车辆车轮锻件的质量与性能依赖全流程精密锻造工艺控制,核心工序锻件涵盖原料预处理、加热、锻造成型、锻后热处理,每环节参数调控与质量把关,是消除内部缺陷、优化组织、提升性能的关键。
原料预处理是锻造质量源头保障。选用电炉冶炼 + 电渣重熔或真空精炼钢锭,确保材质纯净度与成分均匀性。原料入厂后,山西中重重工通过直读光谱仪复验化学成分,确认碳、锰、铬、钼等元素符合标准;超声波探伤(UT)排查内部夹杂、疏松、裂纹等原始缺陷,低倍组织评级≤2 级方可投产。下料后打磨钢坯表面,去除氧化皮与机械损伤,避免锻造缺陷扩展。
加热工艺采用分段式温控,防止热应力与组织不均。初始预热 600-700℃,升温速率 50-80℃/h,保证内外温度均匀;奥氏体化阶段升温至 1150-1200℃,保温 2-4 小时,使碳化物充分溶解、组织均匀。全程红外测温,温度偏差 ±20℃内,杜绝过烧或加热不足,保障材料塑性。
锻造成型采用 "镦粗 - 拔长 - 成型" 工艺,核心控制锻造比与变形均匀性。先镦粗钢坯,高度压缩比≥2,消除中心疏松;再拔长至规定尺寸,锻造比 3:1-5:1,破碎铸态组织、细化晶粒。成型阶段用专用模具与大吨位液压机配合,使金属流线沿轮辋、轮辐、轮毂连续分布,避免折叠、涡流缺陷。终锻温度 850-900℃,低于下限需回炉加热,严禁低温锻造。
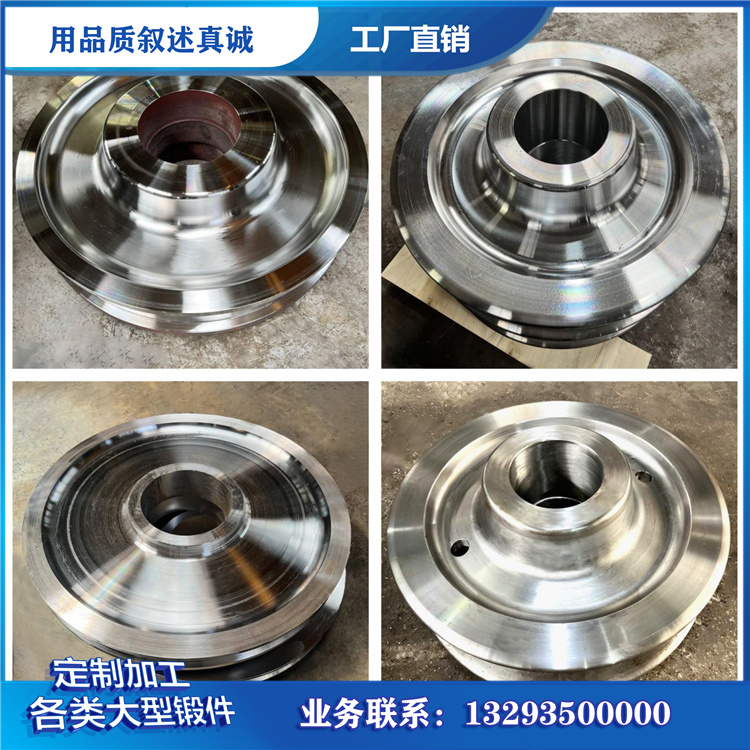
锻后热处理是稳定组织、消除应力的关键。42CrMo 车轮采用 "正火 + 调质 + 表面淬火" 工艺:正火 920-950℃空冷,细化晶粒;调质 850℃油淬 + 590℃回火,心部获回火索氏体,强韧性平衡;表面淬火 830-860℃,形成 6-8mm 硬化层。65Mn 车轮采用淬火 + 中温回火,55/60 钢车轮采用正火 + 表面淬火,匹配材质性能需求。
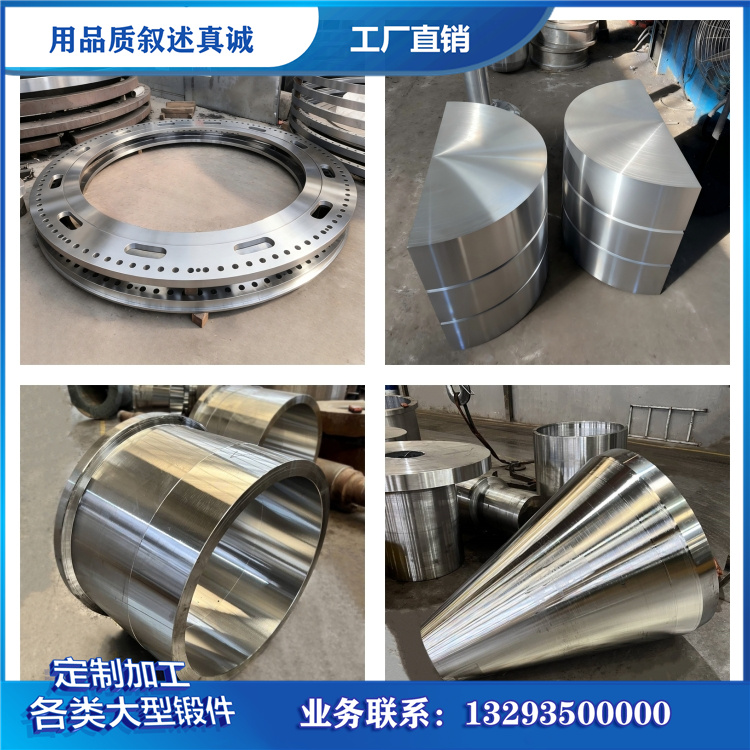
过程质量监控贯穿全流程,实时记录加热温度、保温时间、锻造压力、变形量等参数,每批次建立工艺档案。锻造后低倍组织检验,粗加工后 UT 探伤,确保无内部缺陷。山西中重重工依托数字化锻造生产线,实现工艺参数自动控制与实时监控,保障冶金车轮锻件组织均匀、性能稳定。