欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
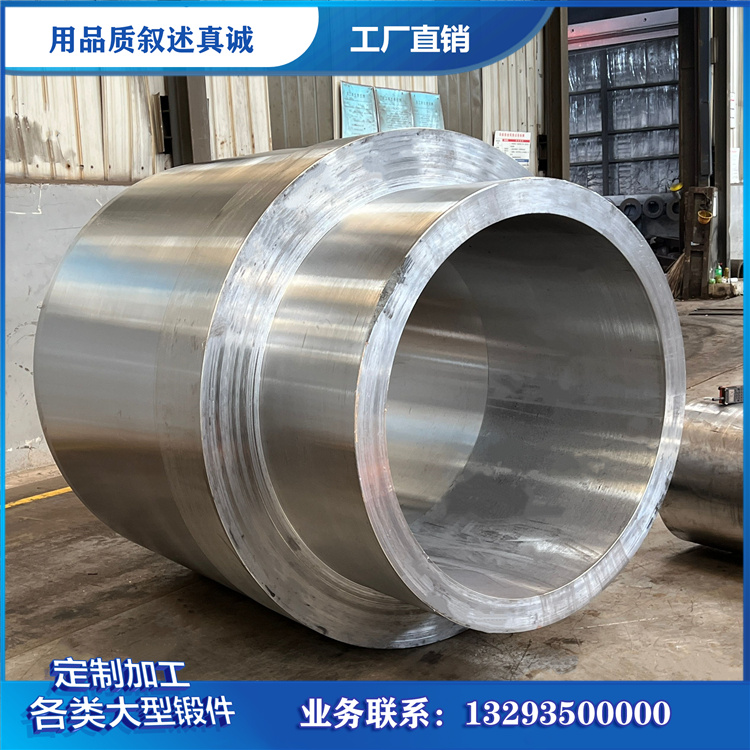
新闻资讯大型石化分离器筒体锻件多为大直径、厚壁、长筒形结构,普遍采用自由锻工艺成型,核心流程包括下料、加热、镦粗、冲孔、马杠扩孔、芯棒拔长、整形等工序,每道工序的控制直接影响锻件尺寸精度、壁厚均匀性与内部质量。
加热是锻造的前置关键,采用阶梯式分段加热工艺:低温预热段 600-800℃保温 2 小时,消除钢锭残余应力;高温均热段按材质设定温度,碳钢 1150-1200℃、不锈钢 1050-1150℃,保温时间按 1.5-2min/mm 计算,确保坯料内外温度均匀,炉温波动控制在 ±8℃以内。山西中重重工配备大型室式加热炉,采用多点热电偶测温与智能温控系统,实现加热过程全自动化监控,避免过热、过烧或加热不均问题。
镦粗工序的核心是提升锻造比、消除铸态缺陷,要求镦粗比≥2.5,将坯料高度压缩至原始高度的 1/2-1/3,通过大变形量破碎粗大枝晶、焊合内部疏松与孔隙。采用平板叠镦工艺,单道次变形量控制在 20%-30%,配合玻璃润滑剂减少表面摩擦,防止变形不均与开裂。山西中重重工依托 15000 吨液压机,实现大吨位镦粗,确保坯料充分锻透,为后续成型奠定组织基础。
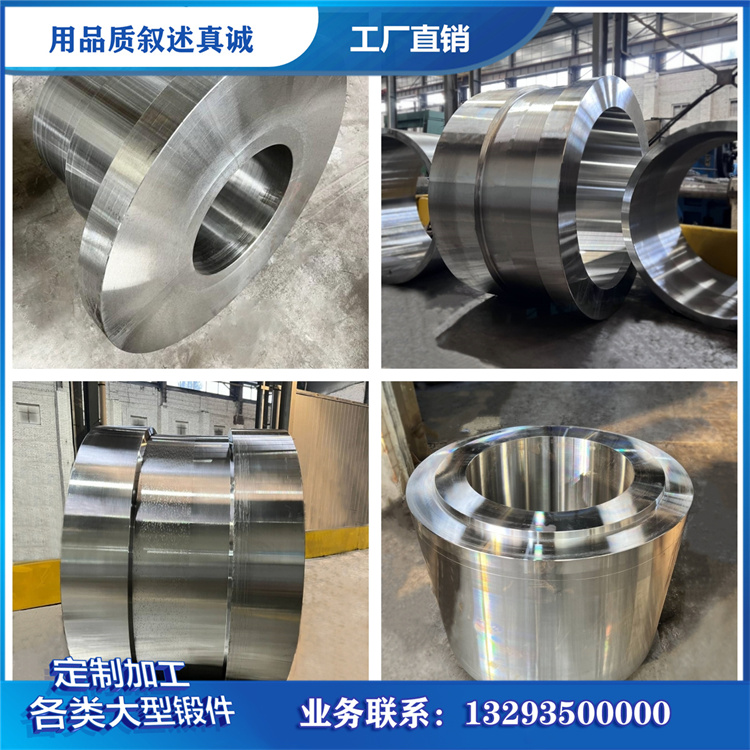
冲孔与扩孔决定筒体的内孔质量与尺寸精度。冲孔采用空心冲头,冲头预热至 300℃以上,冲孔温度不低于 950℃,保证孔壁光滑、无撕裂缺陷。马杠扩孔分多火次进行,每火次扩孔量≤15%,芯棒转速控制在 2-5rpm,通过激光测径实时监测圆度,确保椭圆度≤0.1% 直径。芯棒拔长采用 V 型砧,送进量为砧宽的 0.6-0.8 倍,先拔两端再拔中间,保证壁厚均匀、直线度≤1mm/m。
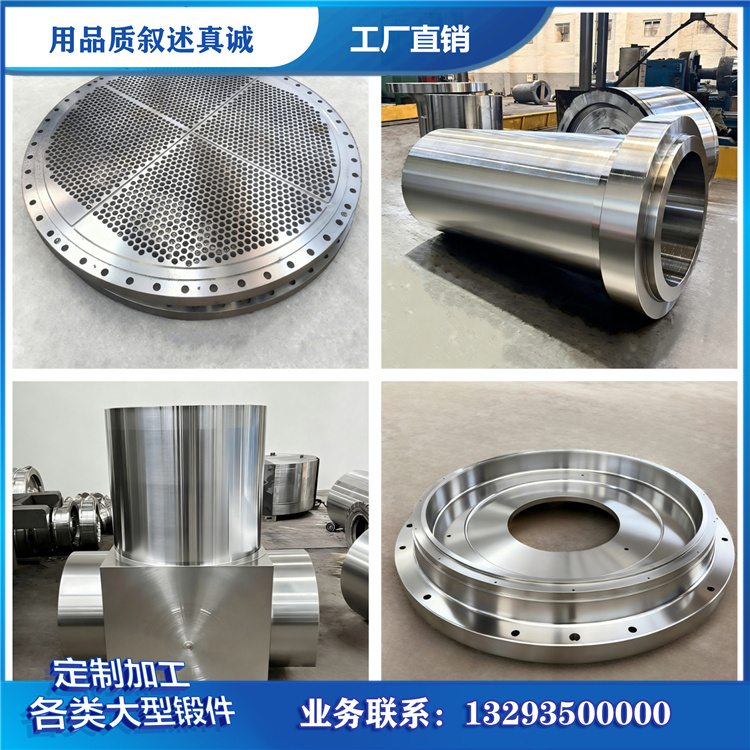
终锻温度是组织控制的核心参数,碳钢≥800℃、不锈钢≥850℃,确保锻后获得均匀细小的再结晶组织。山西中重重工通过红外热成像实时监控终锻温度,结合热力学模拟优化工艺参数,实现金属流动、温度场与变形量的协同,确保筒体锻件尺寸达标、组织致密、性能稳定,可生产直径 50-5000mm、长度 8000mm、单重 120 吨的大型筒体锻件。