欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
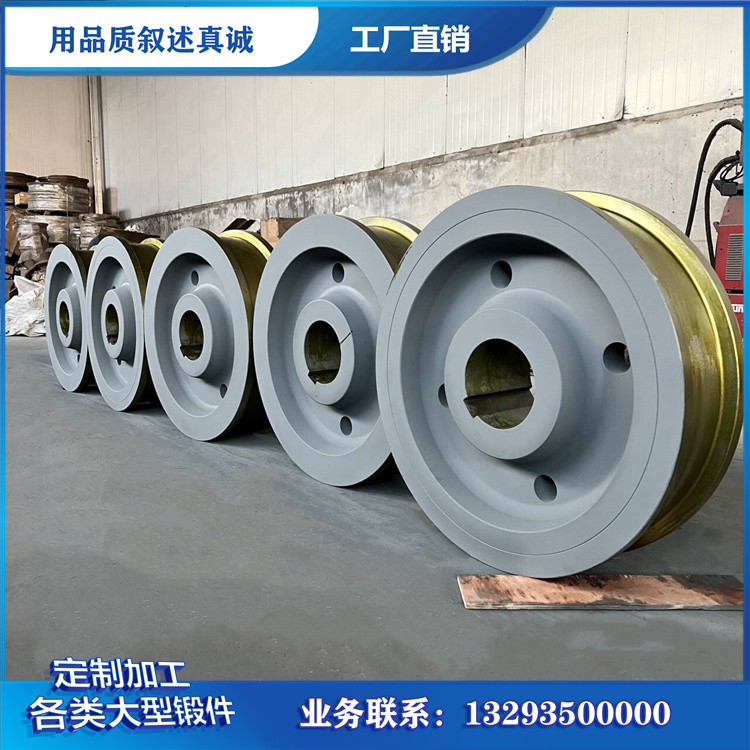
新闻资讯大型车轮锻件的品质核心在于精密锻造工艺,通过大吨位压力成型、温度控制、合理锻造比设计,实现内部组织致密化、晶粒细化与金属流线优化,是保障车轮承载能力与抗疲劳性能的关键环节。全流程工艺控制涵盖原料预处理、加热、锻造成型、冷却等核心工序,每环节参数调控直接决定锻件质量。
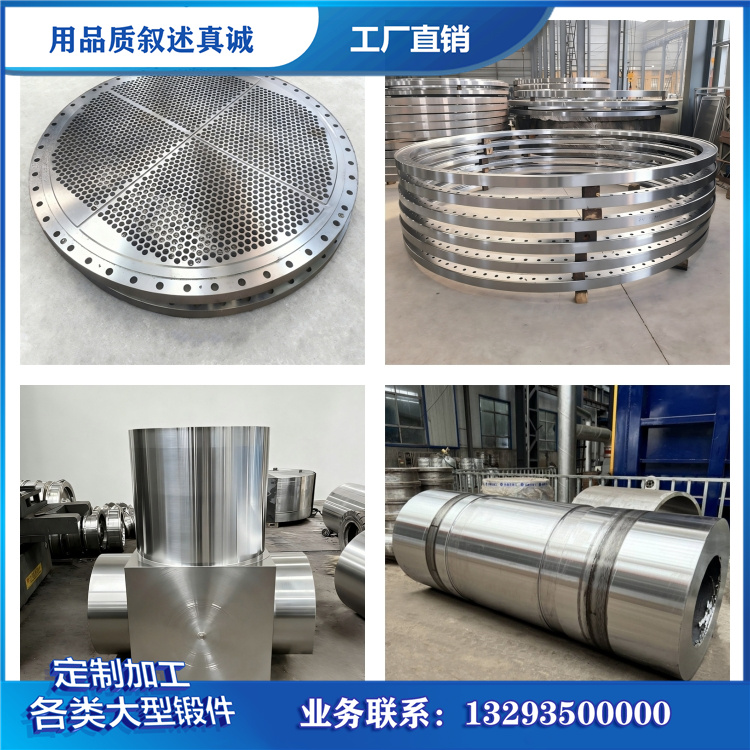
原料预处理是锻造基础,大型车轮锻件选用电渣重熔或真空精炼钢锭,确保材质纯净度,硫、磷含量≤0.025%,非金属夹杂物≤1.5 级。下料后进行表面清理,去除氧化皮与缺陷,按规格尺寸备料。山西中重重工对每批次原料进行光谱分析、超声波探伤复验,从源头杜绝不合格材料,保障锻造坯料质量稳定。
加热工艺采用分段式控制,避免温差过大导致热应力裂纹。初始预热阶段 600-700℃,升温速率控制在 20-80℃/h,确保钢锭内外温度均匀;奥氏体化阶段升温至 1100-1200℃,保温 2-4 小时,使组织充分均匀化。全程采用红外测温仪实时监控,温度偏差≤±20℃,防止过烧或加热不足,保障材料塑性达标。
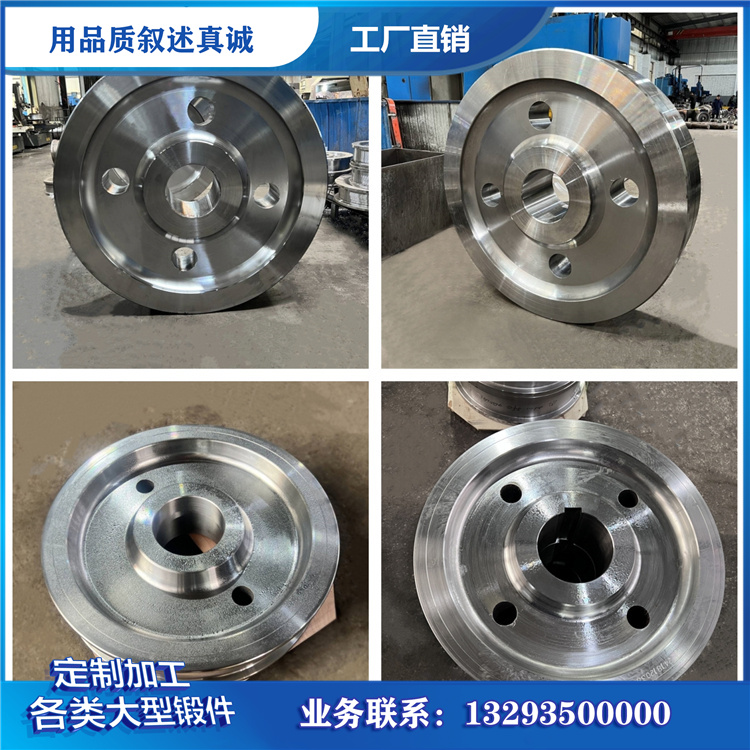
锻造成型采用 "镦粗 - 拔长 - 成型" 三步工艺,核心控制锻造比与变形均匀性。首先镦粗消除钢锭中心疏松,再拔长细化晶粒、致密组织,锻造比严格控制在 3:1-5:1,确保晶粒充分破碎、组织均匀。成型阶段通过专用模具与大吨位液压机配合,使金属流线沿轮辋、轮辐、轮毂连续分布,避免穿流、涡流等缺陷。终锻温度不低于 850℃,若温度过低需回炉重新加热,严禁低温锻造引发裂纹。
成型后锻后热处理至关重要,大型车轮锻件有效厚度超 300mm,需进行预防白点退火与去应力退火。先以 620-660℃保温 8-12 小时,消除氢致裂纹风险;再正火处理细化晶粒,温度 880-920℃,空冷后进行高温回火,温度 600-650℃,彻底消除锻造应力,稳定组织尺寸。山西中重重工采用全自动大型热处理炉,炉温均匀性控制在 ±10℃内,确保同批次锻件性能一致。
过程质量监控贯穿全程,实时记录加热温度、保温时间、锻造压力、变形量等参数,每批次留存工艺档案。锻造后进行低倍组织检验,确保无疏松、偏析、裂纹等缺陷,为后续热处理与精加工奠定坚实基础。