欢迎您访问山西中重重工集团有限公司网站
全国咨询热线:
13293500000


 新闻资讯
新闻资讯 新闻资讯
新闻资讯锻造是 A182 双相不锈钢船用轴锻件成型与性能提升的关键工序,其核心目标是通过塑性变形细化晶粒、消除铸态缺陷、理顺金属纤维流线,同时严格控制两相组织比例,避免有害相(如 σ 相)析出,保障锻件力学性能与耐蚀性。A182 双相不锈钢锻造温度区间窄、对变形速率敏感,山西中重重工针对该材质特性,制定标准化锻造流程,实现全流程精细化管控。
坯料预处理是锻造基础,需选用符合 A182 双相不锈钢船用轴锻件钢锭或锻坯,经表面清理去除氧化皮、缺陷,避免锻造中形成表面折叠、裂纹。下料需结合轴体尺寸、锻造比与热处理收缩量计算,采用数控切割保证坯料规格一致,减少后续加工余量。

加热工序需控温,A182 双相不锈钢开锻温度宜控制在 1160–1180℃,终锻温度不低于 950℃,防止温度过低导致变形抗力过大、内部裂纹,或温度过高引发晶粒粗大、σ 相析出。采用智能控温加热炉,实现匀速升温、均匀受热,确保坯料内外温度一致,达到塑性状态。山西中重重工配备全自动温控系统,实时监测炉温与坯料状态,杜绝温度偏差隐患。
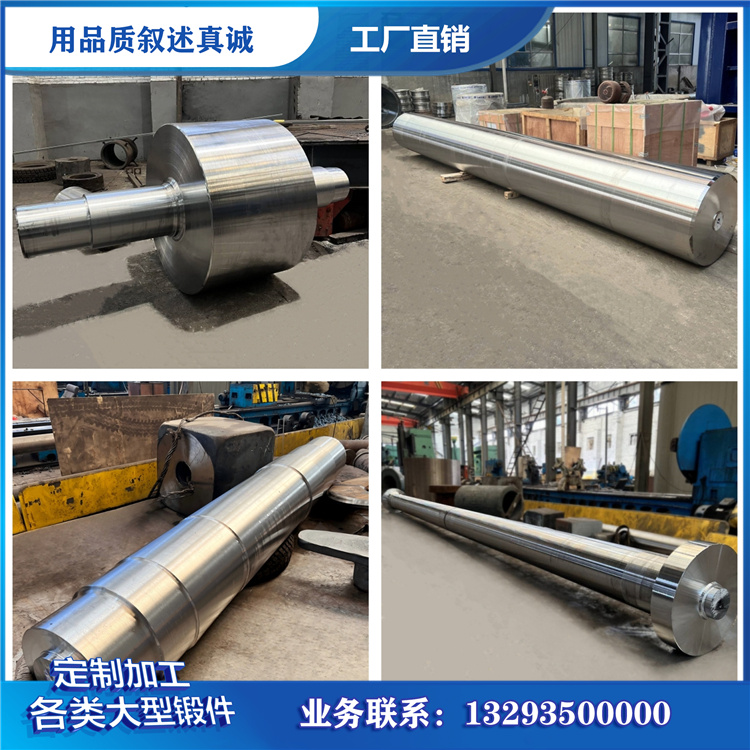
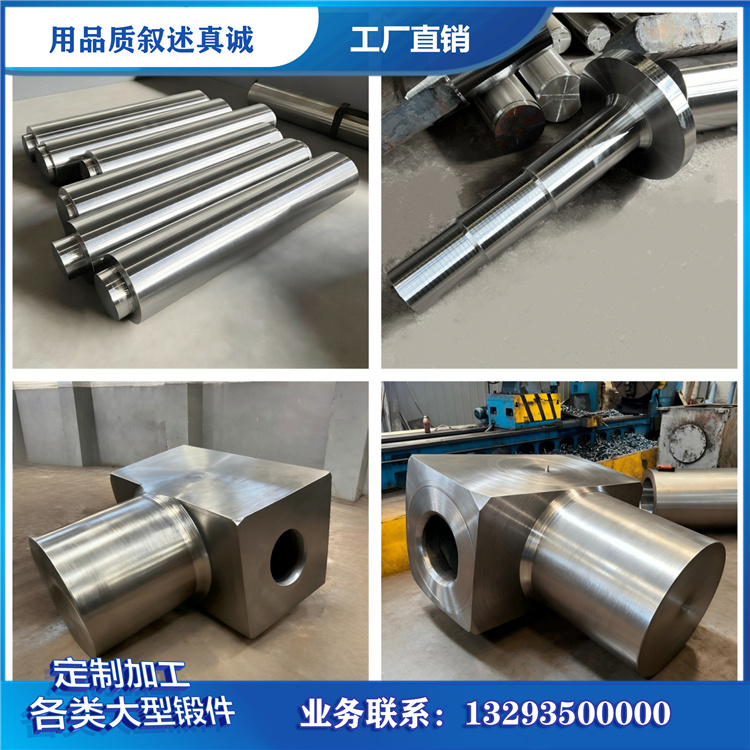
成型锻造采用自由锻为主、分步成型的工艺,船用轴多为长轴类锻件,需通过多次镦粗、拔长实现轴体成型与组织优化。严格控制锻造比(通常≥3),通过反复变形打碎铸态枝晶,压实疏松、孔洞缺陷,让金属纤维沿轴体长度方向连续分布,提升轴体纵向强度与抗疲劳性。锻造过程中控制变形速率,避免局部应力集中,保证轴体尺寸均匀、同轴度良好。
锻后冷却至关重要,A182 双相不锈钢锻后需快速冷却(如水冷或空冷),抑制 σ 相等有害相析出,稳定两相组织比例。冷却过程需避免温差过大,防止轴体产生残余应力与变形。山西中重重工采用规范冷却工艺,结合轴体规格调整冷却速率,保障锻后组织与性能稳定。
通过控温、合理变形、规范冷却,A182 双相不锈钢船用轴锻件可实现组织均匀、性能达标。山西中重重工依托专业设备与技术团队,优化锻造参数,细化工序标准,有效提升船用轴锻件的成型精度、内部质量与组织稳定性,为后续热处理与成品性能奠定坚实基础。